 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinTackling Tough Tasks: Protolabs Automates Manufacturing Processes
Creating low-volume, custom batches of parts is one of the costliest and time-intensive manufacturing paths. Join us for a tour and learn how Protolabs "automates the automation" to deliver results.
Here at Control Automation, we focus on the equipment and processes hard at work behind the scenes to create the products that people use every day. But sometimes, even those who make the stuff need parts that support their equipment or the development of new processes.
When these folks need a component, where can they turn? They can either make it themselves or seek out a company specializing in low-volume custom batch manufacturing–known for being one of the most costly and challenging forms of manufacturing.

Figure 1. Injection molding presses at Protolabs.
Recently, the Control editorial team was lucky enough to visit Protolabs, a company that has found massive success in this custom area of manufacturing, and we were curious to learn how such a company can automate processes to provide a critical service to clients in need of that one perfect part. The Protolabs facility in Plymouth, MN (just outside Minneapolis) that I visited specializes in injection molding.
“Automate the Automation”
Perhaps the foundational question to ask is not, “How can we make it faster?” But rather, we need to ask, “Why is it so difficult to make custom products in the first place?”
There are several reasons, but they all stem from the individual nuances of certain processes. Engineers must examine each part or CAD component to be sure it can be manufactured and, if not, how it can be altered to still fit the client’s needs. The molds and dies (at least for injection molding) need to be created uniquely for every single component. Testing and quality assurance is a unique set of measurements for every part.
All of this specialization results in a lot of time and engineering expertise–in other words, expensive.

Figure 2. Part of an efficient operation is understanding how best to use people's skills vs. when to implement automation.
Although the manufacturing processes have become highly automated thanks to CAD/CAM software, Protolabs has built a company value system around automating every possible part of the existing automation processes: automating the automation.
Our gracious tour guides through the facility were Dylan Lundberg, the Director of Manufacturing Operations, and Brent Renneke, the Marketing Director, who walked us through the same process that a new project experiences, from digital concept to outbound shipping.
It Starts With a CAD File
First, a CAD file is uploaded to the Protolabs website, and the automation process kicks in right away. Design for manufacturing (DFM) algorithms are automatically run so that most parts can be evaluated with little to no input from an engineer unless a problem is encountered. In this way, many parts can be passed along to the quote stage in moments, while others can be reviewed for changes most efficiently.
“Injecting” the Proper CAM Scripts
For injection molding, the customer’s final concept design may not be exactly what the molding machine requires. Elements like ejector pins and accommodations for cooling (much like metal casting) must be considered when designing the two halves of the metal mold that gives shape to the component. Unlike processes like CNC machining or 3D printing, this often adds another layer of time and involvement from a design engineer.

Figure 3. This may be an injection molding facility, but CNC machines are the workhorses of the mold-making process.
To solve this obstacle with even more automation, Protolabs uses custom functions that add these features directly into the CAM software model. Therefore, generating the CNC code for the molds is only a few clicks away.
Using highly specialized part clamping and tool exchanging configurations, a few operators can keep the massive line of CNC machines running for many custom molds daily.
Controlling Quality from the Very Beginning
While the mold is being created, another automated process runs in the background. A part holder, customized for each injection molding project, provides a route for a CMM inspection to ensure QC down to the micron level after production.
These tool holders can easily be 3D printed since the inspection process (which happens later) can account for slight variations in how the final part is seated in the inspection holder.
Finally, The Part is Pressed
After the two halves of the mold have been machined, they are sent over to the injection presses, operated by the technicians and sometimes even by cobots that can be migrated between machines, keeping these robots assigned to the most high-volume, repetitive jobs, allowing Protolabs to fulfill orders that are both low-volume or high-volume batches, both with cost-effective ease. According to Lundberg, who carefully tracks the implementation of automation as it relates to the company's employees, human interaction is limited to more flexible tasks, creating a better work environment and better job satisfaction.
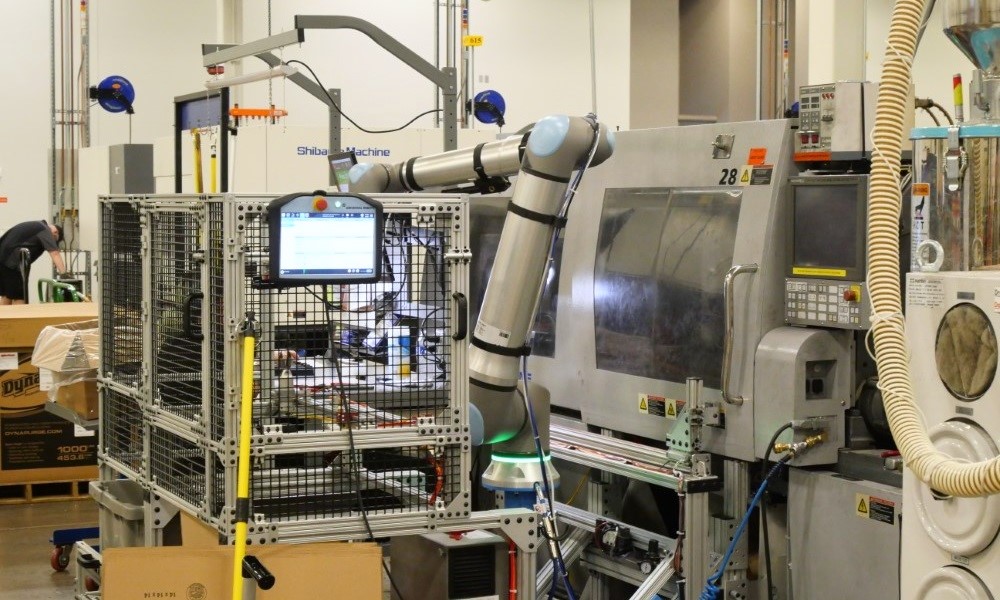
Figure 4. Robots are an integral tool for creating molds and production-injected parts for Protolabs.
Compliance and Quality: Never Compromised
As a last step, regular QC ensures that the customer's needs are always met. Not every part must meet rigorous tolerances down to the micron level, but some certainly do! For each custom project, a completely custom QC process must be completed.
A coordinate measuring machine, or CMM, is a tool that can perform this final step before shipping. In the case of pProtolabs, the CMM performs two distinct processes.
1) A pre-defined script (again, generated automatically) moves the CMM tooling around the part, resting firmly in its 3D printed holder, to map out the part’s positioning with extreme precision.
This part of the process allows the holder to have some slight variation so that faster fixturing processes can be used, like 3D printing, putty adhesives instead of clamping for holding, and even re-use of the same fixture, yielding a longer useful lifespan for the tooling.
2) Once the part position is established, a second script measures all relevant coordinates of the part to ensure compliance.
Once the part meets performance specs, it can be shipped to the customer, often within hours or days of the initial request!
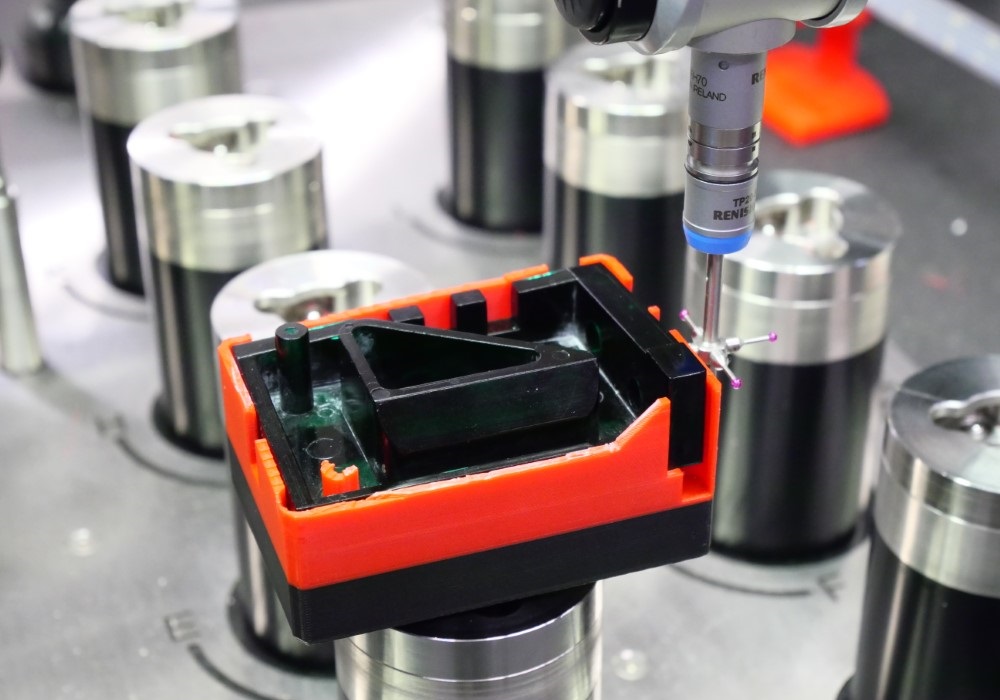
Figure 5. A CMM is a tool that can accurately locate the part’s position within the fixture and then measure its conformity to pre-defined tolerances.
What About High-Volume Contracts or Metal Parts?
For many high-volume production parts that will be produced for ongoing contracts, Protolab has other facilities that are better suited for more permanent fixturing, while this facility was optimized for the rapid turnaround of new quotes and components.
Protolabs can also perform CNC machining, 3D printing, and various other processes through an extensive internal and partner production network.
Although we often specialize in technical details about the control system components around here at Control Automation, it’s exciting to learn about these companies that insert automation into the hardware, the software, and even the processes in order to stretch the boundaries of traditional manufacturing and deliver parts faster and more reliably than ever before!
Related Content








